07 جولای تست و بازدید چشمی پیچ جوش
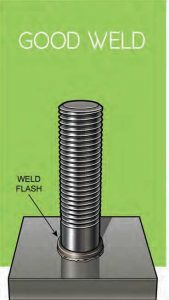
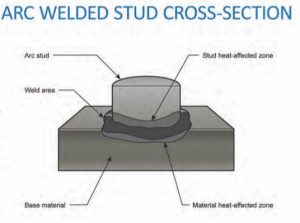
GOOD WELD : در یک جوش خوب، یک مذاب کامل به صورت ۳۶۰ درجه در دور پیچ وجود دارد که این حلقه جوش از ارتفاع مناسبی برخوردار است.
حلقه جوش روشن و براق است و به مقدار کمی در فلز پایه نفوذ کرده است.
حلقه جوش باید عاری از UNDERTCUT باشد و یک حلقه کامل تشکیل داده باشد.
مقدار کوتاه شدن پیچ مقیاس دقیقی از کیفیت جوش بدست می دهد که با مقایسه پیچ جوش نشده قابل کنترل است.

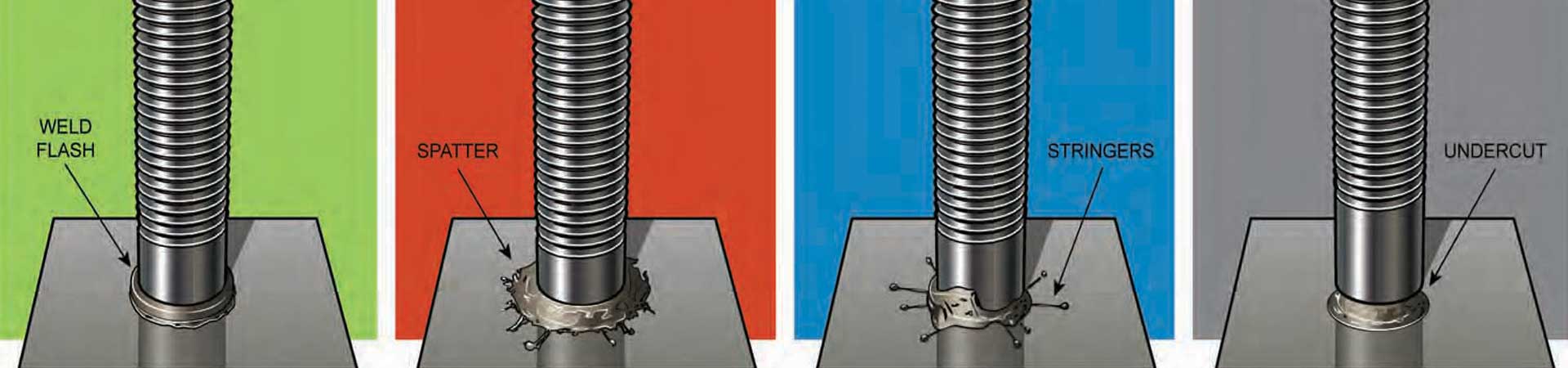
Hot weld : جوش داغ، مقداری مذاب اضافی تولید می کند که از سطح خارجی سرامیک هم بیرون تر می رود. پاشش بیشتری وجود دارد که معمولا با Undercut پیچ همراه است.
نفوذ بیش از حد در فلز پایه وجود دارد. برای اجتناب از جوش داغ می بایست زمان جوش یا قدرت جوش (آمپر و ولتاژ) و یا هر دو را کم کرد.
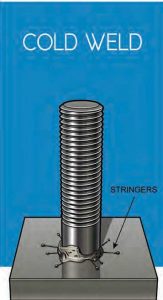
COLD WELD : جوش سرد، مقدار گرده جوش کافی نیست و دور تا دور پیچ مذاب تشکیل نشده است در جاهایی ممکن است ارتفاع گروه هم کم باشد.
حلقه مذاب کدر است. از ناحیه جوش ممکن است مقداری(Stringers) از گروه جوش خارج شده باشد. برای جلوگیری از جوش سرد می بایست زمان جوش یاقدرت جوش (آمپر و ولتاژ) و یا هر دو را اضافه کرد.
این مشکل ممکن است از کم بودن مقدار بیرون زدگی (Plunge)را تنظیم کرد.
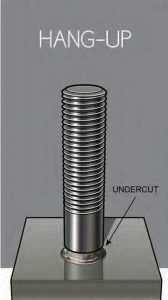
HANG-UP : جوش قطع شده، گاهی اوقات بدلیل عدم تنظیم مناسب تفنگی نسبت به قطعه کار و یا مرکز نبودن گل میخ در سرامیک و یا تنظیمات غلط تفنگی جوش زود هنگام در زمان فرو رفتن پیچ در فلز پایه به وجود می آید. گرده جوش کوچک است یا کلا تشکیل نمی شود.
نفوذ در فلز پایه انجام نشده است . معمولا Undercut (بریدگی لبه) وجود دارد.
ناحیه جوش شده ارتفاع بیش از اندازه دارد. برای حل این شکل پیچ باید در مرکز سرامیک قرار بگیرد و تفنگی می بایست تنظیم شود.
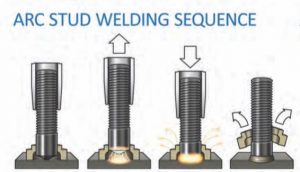
تفنگی از روی کار بلند می شود و پس از پایان زمان قوس الکتریکی با فشار دادن دکمه روی تفنگی پیچ تفنگی بر روی سطح کار به صورت عمودی
سرامیک محافظ شکسته میشود. فنر اصلی پیچ (یا گل میخ) را در (یا گل میخ) توسط مگنت موجود در قرار می گیرد که در این حالت فنر تا
ناحیه ذوب شده می فشارد. تفنگی از سطح کار بالا کشیده حدودی فشرده میشود.
میشود که این عمل باعث ایجاد
قوس الکتریکی میشود که در نتیجه
آن پیچ (یا گل میخ) و ورق ذوب میشوند.

روشهای تست عملی
پیش از شروع جوشکاری در خط تولید یا در پروژه ابتدا می بایست تنظیمات دستگاه پیچ جوش چک شود.
پیشنهاد می شود در شروع هر شیفت در کارخانجات و در ابتدای روز کاری در پروژه ها این پروسه انجام گیرد.
با تنظیمات مورد نظر دو پیچ (یا گل میخ) جوشکاری می شود. ابتدا جوش به صورت چشمی کنترل می شود که دارای مذاب دور تا دور پیچ (یا گل میخ) باشد پس از سرد شدن جوش، تست با خم کردن به میزان تقریبی ۳۰ درجه از طریق ضربه زدن با چکش یا خم کردن با لوله انجام می گیرد؛
در پیچهای رزوه دار می بایست از تست پیچش به جای تست خمش استفاده کرد.
اگر شکست در ناحیه جوش شده اتفاق بیفتد، پارامترها اعم از تنظیمات دستگاه یا تفنگی می بایست اصلاح شود و دو پیچ (یا گل میخ) دیگر مورد تست قرار گیرد. این عملیات آنقدر باید ادامه یابد تا ۲ نمونه پشت سر هم از کیفیت مناسب برخوردار باشد.
سپس با تنظیماتی که نتایج تست قابل قبولی داده اند می توان تولید یا جوشکاری در پروژه را شروع کرد.