
27 ژوئن خلاصه آیین نامه ها
در تولید گل میخ های ساختمانی اصولا به استانداردهای بین المللی زیر رجوع می شود:
ISO 13918 : Welding – Studs & Ceramic Ferrules for arc Studwelding
ISO 14555 : Welding – arc Studwelding of metallic materials
AWS D1.1 : Structural Welding Code Steal (Section 7)
- نشریه 228 آئین نامه جوشکاری ایران
- استاندارد 11969 موسسه استاندارد و تحقیقات صنعتی ایران (استاندارد ملی ایران)
خلاصه آئین نامه ها
استاندارد ISO 13918
(معادل 11969 استاندارد ملی ایران) در مورد مشخصات دقیق Stud و Ceramic تدوین شده است. این مشخصات شامل ابعاد، خصوصیات مکانیکی و شیمیایی، متریال و روشهای تست می باشد.
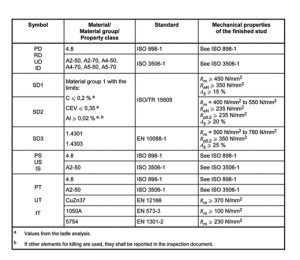
مشخصات شیمیایی و مکانیکی
با انجام آزمایشات شیمیایی و مکانیکی نتایج بدست آمده می بایست با جدول زیر مطابقت داشته باشد.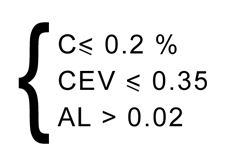
جهت محاسبه CEV یا کربن معادل از فرمول زیر استفاده می شود:
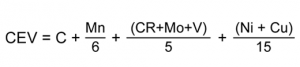
AL > 0.02 : این مشخصه پس از انجام پروسه Killing در زمان تولید کویل ماده اولیه گل میخ ها در ترکیب شیمیایی میلگرد ایجاد می شود. توجه داشته باشید در صورت استفاده از عناصر دیگر نظیرSi جهت همگن سازی کویل در برگه مشخصات تولید کویل درج می شود.
انجام پروسه Al-Killing در واقع باعث اکسید زدایی فولاد می شود به فولاد پیش از اکسید زدایی Rimmed اتلاق می شود که جهت تولید ورق استفاده می گردد، پس از انجام پروسه همگن سازی در ابتدا به حالت Capped در می آید که جهت تولید Strip, Wire bar استفاده می گردد.
در مرحله بعد به حالت Semi – Killed می رسد که برای تولید قطعات فلزی گوناگون برای کاربردهای ساختمانی استفاده می شود. در پایان در صورتی که عملیات کشتن فولاد کامل صورت پذیرد به حالت Fully – Killed می رسد که برای کار فورج سرد مناسب می باشد. (از جمله تولید گل میخ ساختمانی)
C< 0.2% : گل میخ فولادی غیرآلیاژی در صورتی قابلیت جوش پذیری مناسب دارد که کم کربن باشد، در واقع فولادهای خوش تراش جهت جوش کاری مناسب نیستند. یک ماده زمانی جوش پذیر تلقی می شود که شرایط لازم منطبق با استاندارد ISO 14555 را دارا باشد.
تست و معیار انطباق
نمونه گیری اولیه در کارخانه:
۵ نمونه از نظر ابعادی (از هر سایز)
۳ نمونه جهت تست کشش و انطباق با جدول صفحه قبل (از کوچکترین و بزرگترین سایز تولیدی) توجه داشته باشید این تست ها در زمان شروع به تولید از یک سایز جدید یا استفاده از یک متریال اولیه جدید باید صورت گیرد.
تست حین تولید (FPC) در زمان تولید تست های زیر می بایست صورت پذیرد:
– ۵ نمونه تست ابعادی از هر کویل
– ۱ نمونه تست آنالیز شیمیایی از هر ذوب
– ۲ نمونه تست آنالیز مکانیکی از هر ذوب و قطر
استاندارد ISO 14555
به ارائه روش جوشکاری گل میخ (WPS) و بررسی و آزمایشات لازم جهت پذیرش گل میخ های جوشکاری شده می پردازد. برای تست WPS ، مینیمم تعداد گل میخ که می بایست جوش شود ۱۷ عدد می باشد. تعداد ۱۷ عدد گل میخ جوشکاری شده به روش زیر تست می گردند:
– هر ۱۷ نمونه کنترل چشمی(Visual examination)
– ۱۰ نمونه تست خمش ۶۰ درجه
– ۵ نمونه تست کشش یا رادیوگرافی ( تنها برای سازه هایی که تحت اثر خستگی قرار می گیرند)
– ۲ نمونه تست ماکروگرافی
معیار پذیرش
چنانچه یکی از گل میخ ها تست را پاس نکرد، دو نمونه مشابه جایگزین می گردد و تست تکرار می شود. اگر بیش از یک نمونه از گل میخ ها یا یکی از دو گل میخ جایگزین شده تست را پاس نکرد، نتیجه تست منفی است.
- کنترل چشمی: گرده ی مذاب می بایست بطور یکنواخت با ابعاد مطابق جدول ISO 13918 تشکیل شده باشد.
- تست خمش: پس از انجام تست خمش هیچ گونه ترکی در ناحیه جوش نباید وجود داشته باشد.
- تست کشش: در ناحیه جوش جدایش نباید اتفاق بیافتد.
- تست ماکروگرافی: در ناحیه جوش نا خالصی ها باید مورد پذیرش معیارهای موجود در آئین نامه 14555 باشد.
نکات مهم:
سطح جوش می بایست خشک و عاری از رطوبت باشد. اگر دمای محیط پائینتر از صفر درجه سانتیگراد باشد، پیش گرم کردن سطح کار مورد نیاز است. سرامیک می بایست در محیط خشک انبار گردد. در صورتیکه سرامیک رطوبت گرفته باشد پیش از مصرف می بایست به مدت یک ساعت در دمای بالای ۹۰۰ درجه سانتیگراد حرارت داده شود.
استاندارد AWS D1.1
در بخش ۷ که ترجمه آن در نشریه ۲۲۸ آئین نامه جوشکاری ایران انجام شده است، جوشکاری گل میخ ها با حلقه های سرامیکی را به وسیله جوشکاری قوسی مورد بررسی قرار داده است.
نکات مهم موجود در آئین نامه به شرح زیر است: ترک مجاز: عمق ترک بر روی کلگی گل میخ (در صورت وجود) نباید از ۱/۴ اختلاف قطر کلگی و تنه گل میخ بیشتر باشد. متریال: گل میخ می بایست از متریال مطابق ASTM A108 بین گریدهای 1010 و 1020 تولید گردد. متریال باید توسط آلومینیوم یا سیلیس اکسیژن زدایی شود و به حالت Semi – Killed یا Killed درآید.
ضخامت فلز پایه: در جوشکاری مستقیم بر روی تیر، ضخامت تیر نباید از ۱/۳ قطر گل میخ کمتر باشد، در جوشکاری بر روی عرشه فولادی، قطر گل میخ نباید از ۲/۵ برابر ضخامت تیر بزرگتر باشد. در هیچ موردی گل میخ نباید بر روی بیش از دو ورق عرشه بر روی تیر جوشکاری شود. دمای محیط و دمای فلز پایه: بر روی تیرهای با دمای زیر جوشکاری نباید صورت پذیرد.
در زمانیکه سطح کار خیس باشد یا در معرض بارش برف و باران قرار گرفته باشد انجام جوشکاری مجاز نیست. در زمانیکه دمای تیر زیر باشد یک گل میخ اضافه می بایست در هر ۱۰۰ گل میخ مطابق شرایط آئین نامه تست شود، با این تفاوت که زاویه خمش حدودا باشد.
انتخاب فرآیند جوشکاری: پیمانکار اختیار دارد از روش های GMAW ، FCAW (جوشکاری CO2 )، SMAW (جوشکاری با الکترود دستی) به جای روش Stud Welding جهت جوشکاری گل میخ استفاده نماید.
برای جوشکاری با الکترود دستی می بایست از الکترودهای کم هیدروژن از قطر ۴ تا ۴/۵ استفاده گردد.
روش تست جوش
۱) تست پیش از شروع به کار:
۱۰ عدد گل میخ به عنوان نمونه برای هر قطر می بایست جوشکاری شود و هر ۱۰ عدد مورد تست قرار گیرد.
تست خمش
الف) گل میخ به طور متناوب در دو جهت تا زاویه ۳۰ خم شود تا شکست اتفاق بیافتد، یا
ب) گل میخ در یک جهت تا ۹۰ خم شود.
در هر دو مورد شکست می بایست از محلی به جز ناحیه جوش اتفاق بیافتد، در این صورت جوش مورد تائید است.
۲) تست در حین کار:
تست چشمی: گل میخ می بایست ۳۶۰ کامل مذاب داشته باشد و عاری از هر گونه Undercut باشد.
تست خمش: گل میخ باید تا زاویه ۳۰ در یک جهت خم شود، می توان جهت خم کردن از پتک یا لوله استفاده نمود، لازم به ذکر است گل میخ جوش شده می بایست به دمای محیط برسد سپس تست انجام گردد، بعلاوه در دمای زیر ۱۰ بهتر است تست به صورت پیوسته با استفاده از لوله صورت پذیرد.
در صورتیکه در حین بازدید چشمی جوش معیوب بود یا گل میخ در تست خمش از ناحیه جوش شکست داشته باشد، در مورد اول امکان ترمیم با الکترود دستی و در حالت دوم انجام جوش مجدد گل میخ امکانپذیر است.